





処理
表面の処理
表面を処理する理由は?
コーティングの最適な耐性を確保し、所望のプロジェクト寿命を達成するためには、いかなる金属表面も、コーティングされる前にまず十分に処理されなければいけません。多くの仕様は、必要な処理を決定するのに役立ち、これらには、限定されるものではありませんが、コーティングされる基板(アルミニウム、スチール、コンクリートなど)、所望の審美性を有するコーティング組成物(塗料、ゴム、メタライゼーションなど)、環境およびその他のすべての要件が含まれます。主な要件は次のとおりです。
- SSPC(The Society of Protective Coating):コンクリート、スチール、その他の工業・海洋構造物および表面を保護し、保存するコーティングの規格を作成しています。
- NACE(National Association of Corrosion Engineers):腐食の影響を制限するために、設計、建設、操業中の工業における腐食防止と管理に適用される規格です。
- ISO:腐食保護に関する規格です。これらには、225以上のISO国際規格があり、スチール基板の塗料とニスの最良の性能方法をカバーしている。

用途
処理
表面処理用途には、まず表面の初期状態、所望の状態、表面に要求される特性および実現に使用される装置を定義する必要があります。当社はこれらを定義するのをサポートしますが、主なものは次のとおりです。
- 初期状態:仕様SSPC VIS 1:初期表面状態を写真で説明するガイドを参照してください。
- 実質的に錆びない
- 錆点
- 空洞
- 均一の錆
- 望ましい状態:標準的な処理度が複数存在し、主に用途、耐久性、環境に応じて選択されます。ISO 8501(Link)またはSSPC VIS 1で見られる主な4つの標準レベルは次のとおりです。
- SA3 – SP5 – ホワイトメタル – ブラストクリーニングによる視覚的にきれいなスチール(99%)
- SA 2.5 – SP10 – 白に近い – ブラストクリーニング(96%)
- SA 2 – SP6 – 商用 – 徹底的なブラストクリーニング(80%)
- SA 1 – SP 7 – ブラシオフ – ブラシによる軽いクリーニング。
注:清浄度は 「初期表面状態の清浄度」 で表されます。例:初期状態がCであるスチール板の清浄度SA2.5は、C SA2.5です。」

必要な特性
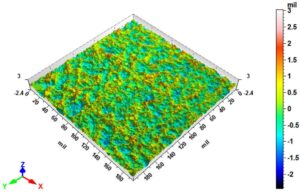
粗度
特に、粗度は、任意の表面処理用途において制御される1つの特性です。これらのパラメータの測定と制御に役立つトレーニングとツールをご用意しています。表面の形状(山と谷(トラフ))は、次の式で表現することができます。
- Rmax:谷山間の最大高さです。コーティングで覆われる最大高さを数値化します。
- Rz:評価長さにおける連続セグメントの最大高さの平均です。

- Ra:すべての形状の偏差の算術平均です。
- ピーク数:長さ単位あたりのピーク数により、コーティングの密着性における最重要要素であるピークの平均幅と密度を評価することができます。
- Rsk(斜度・対称性)とRku(尖度・鋭角性)もコーティング応用における重要な因子となります。
最適な製品
当社の製品群
スチール、コンクリート、アルミニウムまたはその他の表面処理のために、幅広いブラスト研掃材の製品群をご用意しています。鉱物であれ、工業製品であれ、それぞれに特徴と利点があります。最初の選択基準の1つは、使用する機器です。
ショットブラストホイール
ホイールブラストマシンの製品群
一般的に「ウィーラブレーター」と呼ばれるホイールブラスターは、大量の研掃材メディアをリサイクルし、洗浄し、推進するという利点があります。ただし、特定の用途を除き、リサイクル率の低いものを含め、あらゆるメディアがこの方法に適しているわけではありません。

高炭素グリット(GP、GLまたはGH硬度、サイズG50~G18)
そのノミ効果と様々な硬度により、HCグリットブラストは効果的かつ迅速に表面スケール、デトリタスを除去し、良好な接着に適した形状を作成します。
もっと見る


ステラックス™グリット
ステンレススチールの完全リサイクル可能なアグレッシブメディアで、単独で使用することも、ステラックス™ラウンドショットとブレンドして非鉄金属のコーティング前に処理することもできます。
もっと見るエアブラスト用途
エアブラスト用途の当社製品
大規模プロジェクト(鉄道、風車)、屋外での使用(建設)、またはリサイクルシステムが完備された爆風室(産業用サンドブラスト)で自動化されているかどうかにかかわらず、エアブラスト(一般的にサンドブラストと呼ばれる)は、圧縮空気を使用して研掃材メディアを部品の表面に推進する一般的なプロセスです。用途に最適なエアブラスト研掃材を選択したい方は、当社の技術チームにお問い合わせください。主なものを次に示します。
高炭素グリット(GLまたはGH硬度、サイズG80~G25)
ノミ効果と選択可能な幅広い硬度により、HCグリットは効果的かつ迅速に表面スケール、デトリタスを除去し、良好な接着のための適切な形状を作成します。リサイクルスチール製の研掃材で、手動またはリサイクルシステムを通じて、何百回も再利用できます。
もっと見る

ステラックス™グリット
ステンレススチールのグリットは、完全にリサイクル可能で再利用可能で、アグレッシブで、鉄を含みません。耐久性が高いので、何百回も再利用できます。錆びない、つまり表面に鉄残基を残さない、非鉄金属のエアブラスト、または鉄を含まない研掃材メディアを必要とするあらゆる用途に適合しています。
もっと見る