Śrut stalowy
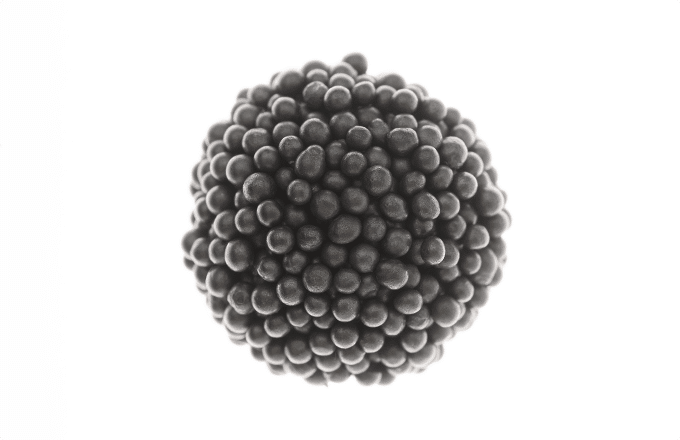
Niezawodny, wysokiej jakości śrut stalowy wysokowęglowy W Abrasives™, przewyższający najwyższe standardy produkcji
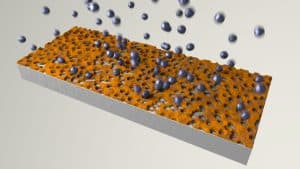
Nasz śrut stalowy, produkowany w rygorystycznych warunkach z zastosowaniem unikalnego procesu hartowania, umożliwia uzyskanie odlewanego śrutu ściernego wysokowęglowego o optymalnej sprężystości, niskiej zawartości chlorków, niskiej przewodności i wysokiej odporności na zmęczenie. Stosowany głównie w procesach śrutowania, od odpiaszczania w odlewniach po odkamienianie w hutach stali, nasz śrut stalowy HC spełni Państwa najbardziej wymagające potrzeby.
Korzyści dla użytkowników śrutu stalowego
Korzyści dla użytkowników śrutu stalowego
3 KLUCZOWE CECHY
Zwiększ możliwości przygotowania powierzchni dzięki naszemu ścierniwu kulkowemu ze stali.
100% nadający się do recyklingu
Wybierz nasz przyjazny dla środowiska śrut stalowy, wykonany z wysokowęglowej stali, aby zapewnić długotrwałą wydajność. Postaw na zrównoważony rozwój bez rezygnacji z efektywności.
Hartowane powietrzem
Odkryj trwałą odporność dzięki naszym termicznie hartowanym kulkom stalowym. Poprzez proces termiczny, nasz śrut wysokowęglowy optymalizuje efekty czyszczenia, zapewniając długotrwałą wytrzymałość w Twoich zastosowaniach.

Dostępne globalnie
Polegaj na naszym śrucie stalowym, który zapewnia uniwersalną dostępność, gwarantując niezawodne źródło do wszystkich Twoich międzykontynentalnych potrzeb związanych z przygotowaniem powierzchni.
Wydajność śrutu stalowego
Wydajność śrutu stalowego
Równoważenie twardości i wydajności
Twardość 48 HRC – dla optymalnej wydajności
Dzięki twardości 48 HRC, śrut W Abrasives doskonale równoważy zużycie i wydajność: energia uderzenia wystarczająca do oczyszczania, jednocześnie na tyle miękka, by zmniejszyć zużycie maszyny i zużycie materiałów ściernych.
Spójne wykończenie powierzchni
Skład produkowany z wąskim zakresem twardości, co oznacza dla twojego procesu produkcyjnego bardziej spójne, stabilne i niezawodne wyniki czyszczenia.
Zmniejszone ryzyko uszkodzenia powłoki
Dzięki naszym poziomom chlorków i soli poniżej 50 μS/cm, masz pewność zmniejszenia możliwości zanieczyszczenia powierzchni przez materiały ścierne, co zapewnia dłuższą trwałość powłok.
Wersja SP dla wysokiego uderzenia i kulowania
Dostępne są specyficzne wartości twardości dla niektórych trudnych do oczyszczenia i zastosowań kulowania. Typowe docelowe twardości to: 54 RHC i 58 RHC.

Rynki i zastosowania
Rynki i zastosowania
Wpływ śrutu stalowego
Odkryj wszechstronne zastosowania śrutu stalowego w takich sektorach jak odlewnie, kuźnie, huty stali oraz przemysł motoryzacyjny.

Odlewnie

Kuje
Huty stali

Branża motoryzacyjna
Specyfikacje
Specyfikacje
Tutaj znajdziesz standardowe specyfikacje i właściwości naszego śrutu stalowego węglowego, w tym twardość, kształt, rozmiar, mikrostrukturę, wytrzymałość itp. Produkujemy 2 standardowe specyfikacje: SAE (głównie używana w Amerykach i Azji) oraz WAE (głównie używana w Europie).
| Analiza chemiczna | Zgodnie ze standardem SAE J827 %C 0,8-1,2 %Si 0,4-1,2 %S < 0,05 %P < 0,05%Mn 0,35-1,20 : S070 i S110 %Mn 0,50-1,20 : S170 %Mn 0,60-1,20 : S230 i wyżej |
| Analiza sitowa | Zgodnie ze standardem SAE J 444 |
| Twardość | 40-51 HRC (390 – 530 HV) *dostępne inne twardości na życzenie do aplikacji Peening (54 HRC i 58 HRC jako standard) |
| Odchylenie standardowe | Na podstawie 10 pomiarów w połowie promienia cząstki. Średnia arytmetyczna wartości bezwzględnych odchyleń: < 3 HRC |
| Odchylenie standardowe | ± 3 Rc lub ± 40 HV |
| Mikrostruktura x500 | Hartowany martenzyt z 15% resztkowego austenitu |
| Minimalna gęstość mierzona metodą wyparcia alkoholu | > 7,0 g/cm |
| Przewodność | < 30 µS/cm |
Jeśli Twoje potrzeby wymagają innych specyfikacji, prosimy o kontakt z naszymi zespołami tutaj
Rozkład wielkości
Rozkład wielkości
| Śrut stalowy
Produkt |
Otwór sita w mm (wartości podane w % masy skumulowanej) | ||||||||||||||||
| 2,8 | 2,36 | 2 | 1,7 | 1,4 | 1,18 | 1 | 0,85 | 0,71 | 0,6 | 0,5 | 0,42 | 0,35 | 0,3 | 0,18 | 0,12 | 0,07 | |
| S780 | AP | 85% min | 97% min | ||||||||||||||
| S660 | AP | 85% min | 97% min | ||||||||||||||
| S550 | AP | 85% min | 97% min | ||||||||||||||
| S460 | AP | 5% max | 85% min | 96% min | |||||||||||||
| S390 | AP | 5% max | 85% min | 96% min | |||||||||||||
| S330 | AP | 5% max | 85% min | 96% min | |||||||||||||
| S280 | AP | 5% max | 85% min | 96% min | |||||||||||||
| S230 | AP | 10% max | 85% min | 97% min | |||||||||||||
| S170 | AP | 10% max | 85% min | 97% min | |||||||||||||
| S110 | AP | 10% max | 80% min | 90% min | |||||||||||||
| S070 | AP | 10% max | 80% min | 90% min | |||||||||||||
| Numer sita | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 80 | 120 | 200 |
| Rozmiar sita (mm) |
2,8 | 2,36 | 2 | 1,7 | 1,4 | 1,18 | 1 | 0,85 | 0,71 | 0,6 | 0,5 | 0,42 | 0,35 | 0,3 | 0,18 | 0,12 | 0,07 |
| Rozmiar sita (cale) |
0,111 | 0,0937 | 0,0787 | 0,0661 | 0,0555 | 0,0469 | 0,0394 | 0,0331 | 0,0278 | 0,0234 | 0,0197 | 0,0165 | 0,0139 | 0,0117 | 0,007 | 0,0049 | 0,0029 |
Skumulowany rozkład wielkości (%). Dokument tylko do celów informacyjnych. Nie stanowi oferty handlowej. Skontaktuj się z lokalnym przedstawicielem, aby uzyskać najnowszą wersję kart technicznych.
|
Produkt |
Otwory sita w mm (wartości w % masy skumulowanej) | ||||||||||||||||
| 2,8 | 2,36 | 2 | 1,7 | 1,4 | 1,18 | 1 | 0,85 | 0,71 | 0,6 | 0,5 | 0,42 | 0,35 | 0,3 | 0,18 | 0,12 | 0,07 | |
| W S780 | 0 | >90 | >97 | ||||||||||||||
| W S660 | 0 | <20 | >97 | ||||||||||||||
| W S550 | 0 | <30 | >90 | >97 | |||||||||||||
| W S460 | 0 | <30 | >90 | >97 | |||||||||||||
| W S390 | 0 | <20 | >85 | >97 | |||||||||||||
| W S330 | 0 | <10 | >85 | >97 | |||||||||||||
| W S280 | 0 | <30 | >90 | >97 | |||||||||||||
| W S230 | 0 | <30 | >90 | >97 | |||||||||||||
| W S170 | 0 | <30 | >90 | >97 | |||||||||||||
| W S110 | 0 | <20 | >90 | >97 | |||||||||||||
| W S070 | 0 | <5 | >90 | >97 | |||||||||||||
| Numer sita | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 80 | 120 | 200 |
| Wielkość sita (mm) |
2,8 | 2,36 | 2 | 1,7 | 1,4 | 1,18 | 1 | 0,85 | 0,71 | 0,6 | 0,5 | 0,42 | 0,35 | 0,3 | 0,18 | 0,12 | 0,07 |
| Wielkość sita (cale) |
0,111 | 0,0937 | 0,0787 | 0,0661 | 0,0555 | 0,0469 | 0,0394 | 0,0331 | 0,0278 | 0,0234 | 0,0197 | 0,0165 | 0,0139 | 0,0117 | 0,007 | 0,0049 | 0,0029 |
Skumulowany rozkład wielkości (%)
Dokument tylko w celach informacyjnych. Nie kontraktowy.
Skontaktuj się z lokalnym przedstawicielem, aby uzyskać najnowsze wersje kart technicznych.
Rozmiary ścierniw stalowych W Abrasives i ogólne zastosowania
Rozmiary ścierniw stalowych W Abrasives i ogólne zastosowania
Powyższy wykres przedstawia najczęściej używane rozmiary ścierniwa w operacjach śrutowania – zakreślone kropki po lewej stronie numeru SAE reprezentują przybliżony kształt i rozmiar rzeczywistych granulatów ściernych. Okrągły Śrut Stalowy W Abrasives jest poddawany obróbce cieplnej i hartowany do twardości od 40 do 51 w skali Rockwella „C”. Produkty kątowe W Abrasives są dostępne w różnych stopniach twardości. (Na podstawie wyników uzyskanych przy średnicy 191/2” z prędkością 2250 obr./min.). * Rzadko stosowane

Stalowy śrut S-70, S-110, S-170
Approxymalny rozmiar ścierniwa: 0,007″, 0,011″, 0,017″
Oczekiwana wysokość łuku w zastosowaniu kulkowania: 0,004 do 0,007 A, 0,007 do 0,011 A, 0,012 do 0,015 A
Uzyskane wykończenie: Drobne, gładkie wykończenie. Doskonałe pokrycie.
Zastosowania ogólne: Piaskowanie relatywnie małych odlewów żelaznych i nieżelaznych. Usuwanie lekkiego nalotu z odkuwek i części poddanych obróbce cieplnej. Piaskowanie części obrabianych. Usuwanie zgorzeliny walcowniczej, rdzy oraz innych osadów.
Odpowiadający rozmiar ziarna SAE: G-80, G-50, G-25
Steel shot S-230, S-280, S-330
Przybliżone rozmiary ścierniwa: 0,58 mm, 0,71 mm, 0,84 mm
Oczekiwana wysokość łuku w aplikacji kulowania: 0,40 do 0,48 A, 0,51 do 0,61 A, 0,61 do 0,71 A
Wykończenie strzałem: Średnie, lekkie wykończenie strzałem.
Dobre pokrycie.
Ogólne zastosowania: Piaskowanie żeliwa szarego, żeliwa ciągliwego, lekkich odlewów stalowych, średnich odkuwek, części poddanych obróbce cieplnej oraz ciężkich złogów walcowniczych, rdzy i innych osadów.
Odpowiedni rozmiar ziarna SAE: G-25
Steel shot S-390, S-460, S-550
Oszacowany rozmiar ścierniwa: 1,0 mm, 1,2 mm, 1,4 mm
Oczekiwana wysokość łuku w aplikacji kulowania: 0,18 do 0,28 mm C, 0,30 do 0,41 mm C
Wykończenie strzałkowe: Średnie do mocne wykończenie strzałkowe. Średnie pokrycie.
Ogólne zastosowania: Piaskowanie stali, ciężkiego żeliwa ciągliwego i odlewów z żeliwa szarego. Usuwanie zgorzeliny z dużych wlewków, płyt – rdza i inne osady.
Odpowiadający rozmiar ziarna SAE: G-18, G-16, G-14
Wykończenie ziarna: Głęboka chropowatość wżerowa

Steel shot S-660, S-780
Approx size of abrasive : .066″, .078″
Shot finish produced : Szorstkie pokrycie.
Odpowiednie do większości zastosowań.
General applications : Ciężkie odlewy stalowe.
Usuwanie trudnych, ciężkich nalotów.
Corresponding SAE grit size : *G-12
Grit finish produced : Bardzo szorstkie
Najczęściej Zadawane Pytania (FAQ) dotyczące śrutu stalowego
Najczęściej Zadawane Pytania (FAQ) dotyczące śrutu stalowego
Kluczowe pytania dotyczące ścierniw kulistych ze stali
Proces śrutowania stali to metoda przygotowania powierzchni wykorzystująca śrut stalowy o wysokiej zawartości węgla do czyszczenia, usuwania zgorzeliny lub wzmacniania powierzchni. Jest szeroko stosowana w branżach takich jak odlewnie, kuźnie, huty i motoryzacja ze względu na swoją efektywność.
Stalowy śrut jest powszechnie używany w aplikacjach do śrutowania, takich jak oczyszczanie z piasku w odlewniach, usuwanie zgorzeliny w hutach stali oraz inne potrzeby dotyczące przygotowania powierzchni. Jego wysoka zawartość węgla w odlewie zapewnia optymalną wytrzymałość i wydajność.
Shot blasting jest na ogół prosty i jego wydajność można łatwo zoptymalizować dzięki odpowiedniemu sprzętowi, właściwej wiedzy oraz użyciu wysokiej jakości ścierniwa, takiego jak kulki stalowe W Abrasives. Jednakże prostota procesu zależy również od konkretnego zastosowania, złożoności elementów roboczych oraz żądanego wykończenia.
Sandblasting zazwyczaj wykorzystuje cząstki piasku i inne niemetaliczne materiały ścierne do czyszczenia lub przygotowania powierzchni, natomiast śrutowanie stosuje śrut metalowy (wysokowęglowy, niskowęglowy, cięty drut śrutowy i inne), aby osiągnąć bardziej efektywne i trwałe rezultaty.
Stalowe śruty oferują jednolitą powierzchnię wykończenia dzięki wąskiemu zakresowi twardości, co zapewnia bardziej stabilne i niezawodne wyniki czyszczenia w procesie produkcyjnym.
Zasoby i pliki do pobrania

Może Ci się również spodobać
Może Ci się również spodobać
Produkty ścierne do odkrycia

śrut stalowy
Grys stalowy, wysokowęglowy, produkowany pod ścisłą kontrolą jakości i warunków, z zastosowaniem unikalnego procesu hartowania powietrzem, który zapewnia długotrwałe medium.
Odkryj śrut stalowy
Hybrid Shot™
Został specjalnie opracowany, aby sprostać nowym wymaganiom odpiaskowywania w odlewniach oraz usuwania zendry w kuźniach i przy ciągnięciu drutu. Poprzez zmniejszenie zużycia maszyn, pomaga obniżyć koszty utrzymania, jednocześnie osiągając doskonałą wydajność czyszczenia.
Odkryj Hybrid Shot™
Stainium™
STAINIUM™ został specjalnie opracowany do zastosowań w usuwaniu zgorzeliny, gdy na końcu procesu wymagana jest niska chropowatość. Szczególnie dostępny w drobnych ziarnach, STAINIUM® zapewnia stabilną mieszankę roboczą dla jednolitego wykończenia powierzchni.
Odkryj Stainium™